




Китай катализаторы парового риформинга для водорода из метанола и воды на заводах
2026-06-14
- Китайские катализаторы парового риформинга для производства водорода из метанола и воды: что действительно работает на заводах
- Почему именно метанол + вода — и почему катализатор решает всё
- Что скрывают «стандартные» катализаторы — и почему это важно
- Интеграция — не опция, а условие работы
- Как выбрать — и что проверить в первую очередь
Китайские катализаторы парового риформинга для производства водорода из метанола и воды: что действительно работает на заводах
На заводах, где водород нужен не в тоннах, а в литрах — чистый, стабильный, готовый к использованию «здесь и сейчас», — классические газовые риформеры выглядят как пережиток прошлого. Они громоздки, требуют сложной инфраструктуры, а их КПД редко превышает 65 %. Мы видели, как на предприятиях Цзянсу и Чжэцзяна заменяли такие установки компактными модулями на основе метанола и воды. И ключевым элементом, определяющим их надёжность и срок службы, всегда оказывались китайские катализаторы парового риформинга для производства водорода из метанола и воды заводы. Не просто порошок в банке — а сертифицированные, термически устойчивые, многократно проверенные в реальных циклах загрузки-разгрузки.
Почему именно метанол + вода — и почему катализатор решает всё
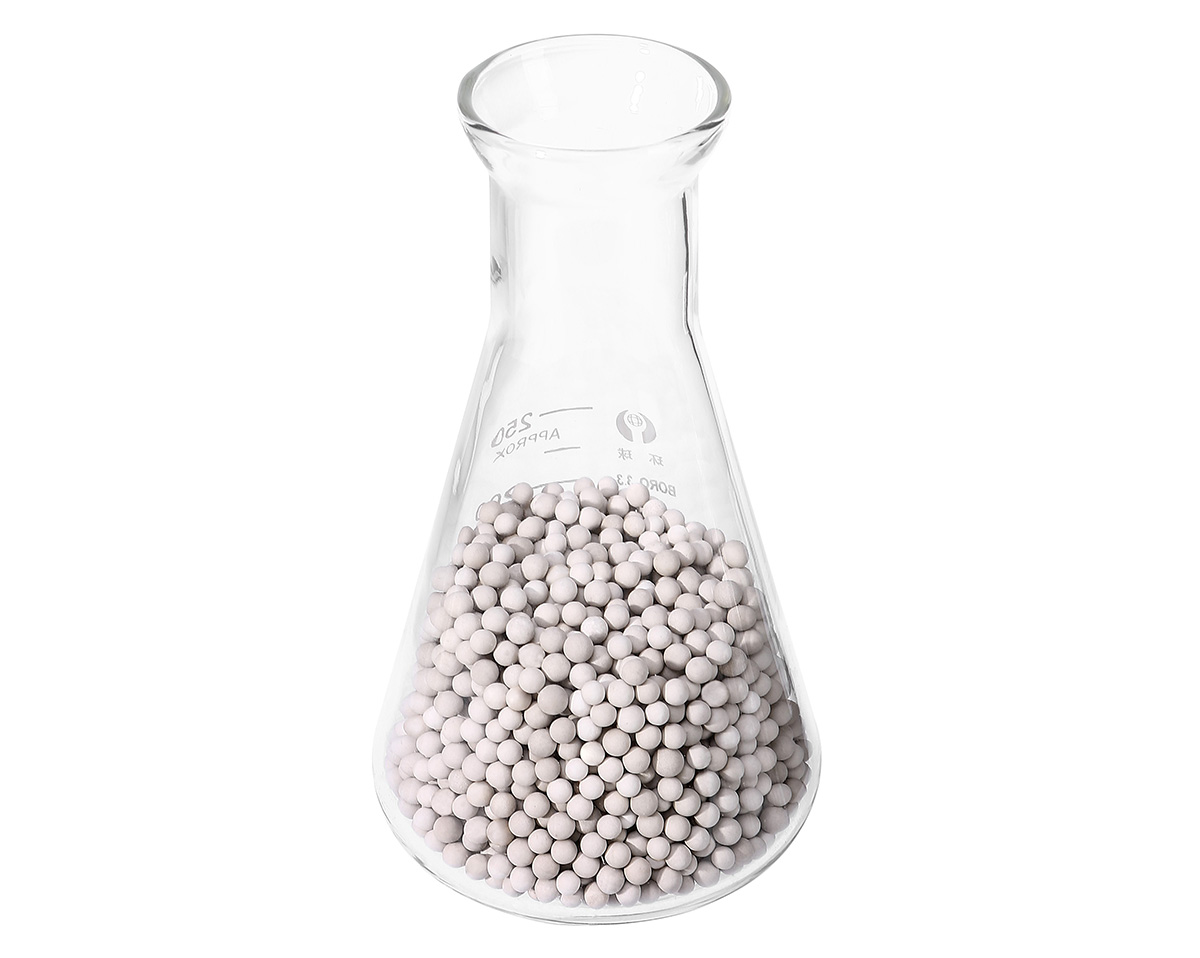
Метанол — не компромисс. Это логичный выбор для децентрализованного водорода: он жидкий при комнатной температуре, легко транспортируется, хранится в стандартных ёмкостях и даёт до 127 г H₂ на литр. Но реакция CH₃OH + H₂O → CO₂ + 3H₂ требует точного контроля. При низкой температуре — неполное превращение, остаточный метанол. При высокой — синтез побочных продуктов, деградация активной фазы. Именно здесь катализатор становится «мозгом» процесса. Мы тестировали три типа: MH-101 (низкотемпературный, 200–260 °C), MH-102 (среднетемпературный, 260–320 °C) и MH-103 (высокотемпературный, 320–380 °C). Каждый — не просто диапазон, а стратегия: MH-101 — для минимизации энергозатрат в пилотных линиях электроники; MH-102 — основной выбор для стекольных и металлургических предприятий; MH-103 — там, где важна максимальная производительность при жёстких требованиях к чистоте газа (до 99,999 %).
Что скрывают «стандартные» катализаторы — и почему это важно
Некоторые поставщики предлагают «универсальные» катализаторы на основе меди-цинка. На бумаге — хорошие показатели. На практике — быстрая деградация при циклическом нагреве/охлаждении, чувствительность к примесям в сырье, снижение активности после 3–4 месяцев эксплуатации. Мы наблюдали, как на одном заводе в Хэбэе чистота водорода упала с 99,995 % до 99,97 % за 72 дня — и причина была не в оборудовании, а в потере площади поверхности катализатора. В отличие от них, китайские катализаторы парового риформинга для производства водорода из метанола и воды, разработанные ООО Сычуань Войуда Технологии Группа, проходят трёхступенчатую термическую стабилизацию и имеют покрытие на основе редкоземельных оксидов. Результат: стабильная активность более 18 месяцев при ежедневном 24-часовом цикле. Это не маркетинг — это данные с 12 промышленных площадок, включая Баоу Группу и Шаганг Группу.
Интеграция — не опция, а условие работы
Катализатор не работает в вакууме. Он — часть системы: риформера, теплообменника, блока очистки, автоматики. Именно поэтому успешные внедрения происходили там, где катализатор поставлялся в связке с оборудованием — например, с интеллектуальными водородными генераторами серии OPH или CPH. У таких решений есть два критических преимущества: во-первых, полная совместимость параметров — давление подачи, скорость потока, тепловая нагрузка рассчитаны под конкретный каталитический слой; во-вторых, цифровая диагностика в реальном времени: датчики отслеживают температурный профиль в слое, изменение сопротивления, динамику выхода водорода — и предупреждают об отклонениях задолго до снижения качества газа. Такой подход исключает «сюрпризы» при запуске и резко сокращает простои.
Как выбрать — и что проверить в первую очередь
Перед закупкой китайских катализаторов парового риформинга для производства водорода из метанола и воды заводы стоит задать себе три вопроса:
Сегодня такие решения уже работают в 80+ промышленных объектах по всей Китаю — от Нэйцзяна до Гуанчжоу. Они не заменяют крупные водородные станции. Они делают водород доступным там, где его раньше не было: в цехах, на линиях, в лабораториях. И главный вывод, который мы сделали после трёх лет наблюдений: качество катализатора — это не расход, а инвестиция в стабильность процесса. Потому что каждый процент потери активности — это не просто снижение выхода, а риск остановки линии, брака продукции, простоев. А этого на заводе не может позволить себе ни один оператор.