




Производители Китая: катализаторы гидрирования бензола?
2026-03-23
Когда слышишь про китайские катализаторы для гидрирования бензола, первое, что приходит в голову многим — это низкая цена и сомнительное качество. Знакомый стереотип, не так ли? Я сам долго так думал, пока не столкнулся с этим рынком вплотную. Оказалось, всё куда сложнее и интереснее. Да, есть масса мелких цехов, которые штампуют что попало, но есть и серьёзные игроки, которые не просто копируют западные образцы, а ведут собственную разработку. Вопрос в том, как их найти и на что смотреть, кроме прайс-листа. Попробую разложить по полочкам, исходя из того, что видел и с чем работал.
Рынок: хаос и порядок
Если ехать в промышленные зоны, скажем, в провинции Сычуань или Шаньдун, картина будет пестрой. С одной стороны — современные предприятия с автоматизированными линиями, с другой — полукустарные производства, где контроль качества — это человек с весами и блокнотом. Для гидрирования бензола это критично, потому что малейшие отклонения в составе носителя или содержании активного металла (того же палладия или никеля) ведут не просто к падению активности, а к полному изменению селективности. Получаешь не циклогексан, а кучу побочных продуктов. Был у меня опыт лет семь назад с одним поставщиком из Нинся — прислали партию никелевого катализатора, по сертификату всё идеально, а на установке он жил в три раза меньше заявленного срока. Причина, как выяснилось после долгих препирательств, была в плохой промывке носителя — остаточные хлориды постепенно отравляли активные центры.
Сейчас ситуация лучше, но не везде. Крупные игроки, особенно те, кто работает на экспорт в Россию или СНГ, вынуждены соблюдать более жесткие стандарты. Они понимают, что один провальный контракт может надолго испортить репутацию. Поэтому там уже внедряют системы контроля по этапам, вроде ICP-MS для анализа следовых примесей. Но это, повторюсь, не массовая история.
Отсюда первый практический вывод: никогда не ограничивайся документами. Нужно либо самому приезжать на производство, либо иметь на месте доверенного инженера, который посмотрит не только на конечный продукт в мешках, но и на сырье, на процесс пропитки и кальцинации. Видел я однажды, как для экономии температуру прокаливания снижали на 50 градусов — катализатор выглядел нормально, но его механическая прочность была ниже всякой критики. В реакторе он просто превращался в пыль.
Технологические нюансы: не только активный металл
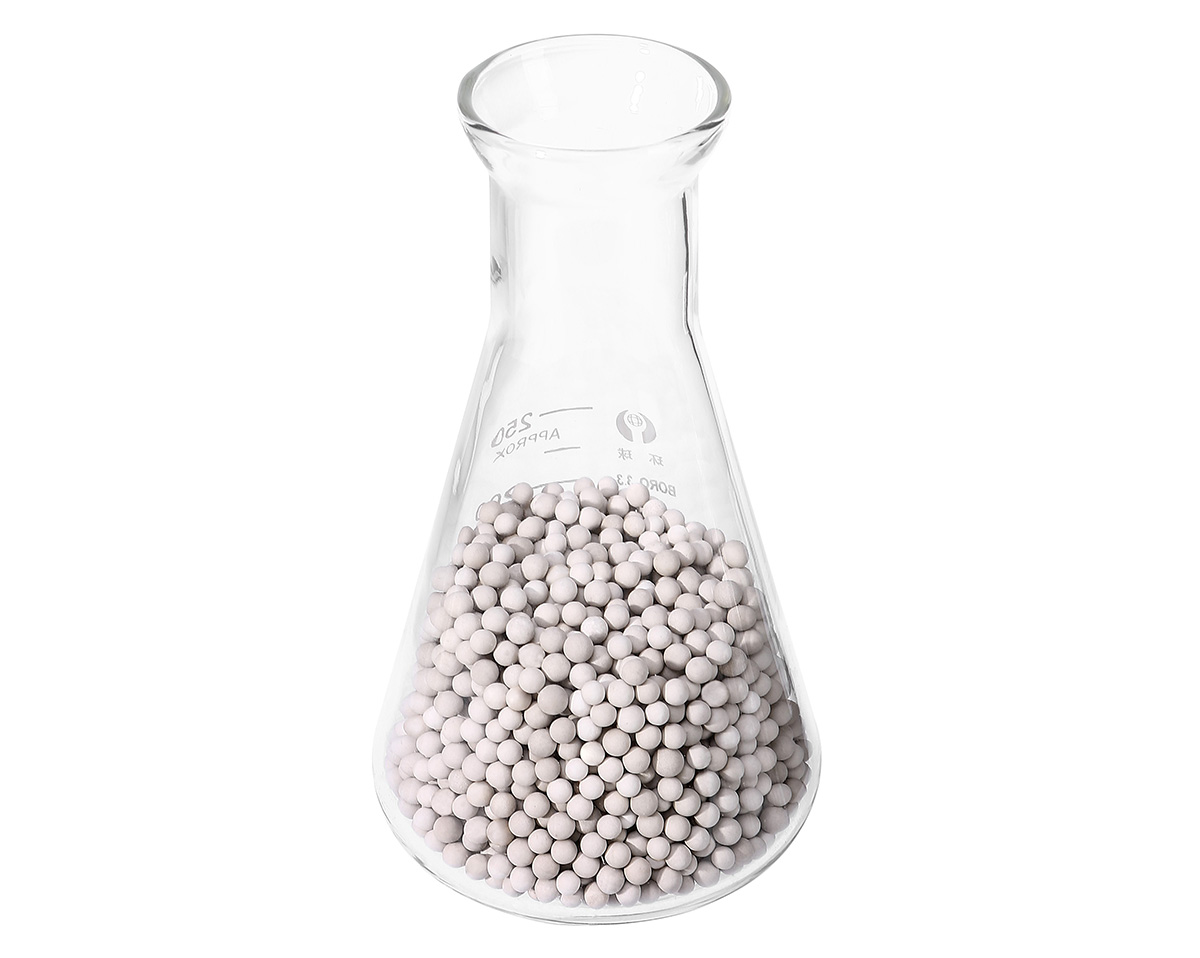
Все ищут катализаторы с высоким содержанием палладия или использованием дорогих промоторов вроде родия. Но часто упускают из виду основу — носитель. Китайские производители здесь показывают интересную гибкость. Стандарт — это всё ещё оксид алюминия различной модификации (гамма, тета). Но всё чаще встречаются предложения по использованию модифицированных носителей, например, Al2O3 с добавкой цеолитов или оксида кремния для регулировки кислотности поверхности. Это не просто маркетинг. Для процессов селективного гидрирования в присутствии других ароматических соединений это может быть ключевым фактором.
У одной компании, ООО Сычуань Войуда Технологии Группа (сайт — https://www.voyoda.ru), которая, к слову, работает с 2007 года и объединяет несколько технологических предприятий, я видел в лаборатории образцы на основе сферического альфа-оксида алюминия с очень узким распределением пор. Они позиционировали это для установок с большими линейными скоростями. На словах звучало убедительно, но на практике пришлось долго подбирать режим активации — их стандартный протокол не подошел под наши условия по содержанию влаги в сырье. Пришлось совместно проводить дополнительные испытания. Это к вопросу о готовности к диалогу — не все идут на это.
Ещё один момент — это форма гранул. Помимо стандартных таблеток и цилиндров, многие сейчас предлагают экструдаты сложной формы (трехлучевые, кольца). Это действительно помогает снизить перепад давления в слое, особенно при работе с циклическими установками, где есть частые разогревы и охлаждения. Но здесь есть подводный камень: некоторые производители, особенно небольшие, не могут обеспечить одинаковую прочность по всей партии таких сложных гранул. В итоге в реакторе образуются зазоры, и сырьё идёт в обход. Проверять это нужно обязательно — не только стандартным тестом на дробление, но и моделированием гидродинамики в пилотной установке.
Логистика и невидимые затраты
Цена FOB Шанхай — это только начало истории. С катализаторами гидрирования, особенно содержащими драгметаллы, начинается самое интересное. Во-первых, упаковка. Дешёвые полипропиленовые мешки с однослойным полиэтиленовым вкладышем — это прямой путь к проблемам. При морской перевозке, особенно в контейнерах, возможны перепады температуры и влажности. Если в мешке образуется конденсат, катализатор может начать терять активность ещё до попадания на завод. Сейчас более-менее нормальные поставщики перешли на вакуумную упаковку в инертной атмосфере или, как минимум, на мешки с поглотителем кислорода и влаги. Но это нужно прямо оговаривать в спецификации, иначе пришлют самое простое.
Во-вторых, таможенное оформление. С палладиевыми катализаторами могут быть задержки из-за необходимости предоставления дополнительных сертификатов о происхождении металла. Один раз наша партия простояла на складе временного хранения под Новороссийском почти месяц, потому что в инвойсе было просто указано palladium catalyst, а инспектору потребовалась расшифровка по товарной номенклатуре с точным содержанием. Теперь мы всегда заранее согласовываем формулировки в коммерческих документах с поставщиком. Кстати, у ООО Сычуань Войуда Технологии Группа в этом плане опыт есть — они поставляют продукцию за рубеж, и их отдел ВЭД работает довольно чётко, знают, какие документы нужны для СНГ.
И в-третьих, активация на месте. Многие китайские производители предлагают катализатор в предвосстановленном или стабилизированном состоянии. Это удобно, но дороже. Чаще везут в окисленной форме. И вот здесь кроется ловушка: протокол активации, который они прикладывают, — это идеальный лабораторный вариант. На реальной установке, с её тепловыми инерциями и возможными примесями в циркулирующем водороде, этот протокол может не сработать. Приходится адаптировать, иногда методом проб и ошибок. Хороший признак, если техподдержка поставщика готова оперативно консультировать на этом этапе, а не исчезает после отгрузки.
Кейс: когда совместимость важнее инноваций
Хочу привести пример из реальной практики, который хорошо иллюстрирует разницу в подходах. Нам нужно было заменить отработанный катализатор на одной из старых установок. Был выбор: взять продвинутый катализатор от нового модного производителя с заявленной на 15% большей активностью или более консервативный аналог от проверенного, но не самого технологичного завода. Новый катализатор сулил экономию на объеме загрузки и, возможно, более мягкие условия процесса.
Но мы решили копнуть глубже. Оказалось, что продвинутый катализатор требовал для регенерации совершенно другого режима — более высоких температур и другого состава регенерирующего газа. Наша установка, постройки ещё конца 80-х, физически не могла этого обеспечить без серьёзной реконструкции. То есть, купив более активный катализатор, мы бы получили одноразовый продукт. Второй вариант, от производителя из провинции Ляонин, был менее активным, но его режим регенерации почти полностью совпадал с нашим старым. И его носитель на основе оксида алюминия был более устойчив к частым циклам работа-регенерация, что для нашей установки с её планово-предупредительными остановками было критично.
Мы выбрали второй путь. И не прогадали. Да, загрузка была больше, и температура процесса чуть выше. Зато мы отработали три полных цикла между регенерациями по плану, а сам катализатор выдержал пять регенераций без значительной потери активности. Иногда надёжность и предсказуемость стоят дороже рекламных показателей. Этот опыт научил меня всегда запрашивать у китайских поставщиков не только данные по начальной активности, но и полный протокол регенерации, а также данные по устойчивости к циклическим нагрузкам. Лучше, если это будут не идеальные графики, а результаты пилотных испытаний на реальном сырье, близком к нашему.
Взгляд вперёд: куда движется отрасль
Судя по тому, что видно на выставках и в отраслевых журналах, китайские производители делают серьёзную ставку на два направления. Первое — это катализаторы для глубокой очистки бензола от следовых количеств серы и азота перед гидрированием. Здесь идёт работа по созданию многофункциональных систем, где один слой отвечает за хемосорбцию, а другой — непосредственно за гидрирование. Это позволяет упростить технологическую схему. Второе направление — это разработка катализаторов на основе менее дорогих металлов, например, никель-молибденовых систем с особыми промоторами, которые по селективности приближаются к палладиевым для некоторых фракций. Пока это больше лабораторные исследования, но некоторые компании уже предлагают коммерческие образцы для пилотных испытаний.
Что это значит для потребителя в России? Появится больше выбора и, возможно, более гибкие ценовые условия. Но возрастут и риски стать полигоном для испытаний новой, не до конца обкатанной продукции. Ключевым навыком станет умение не просто покупать катализатор, а выстраивать с поставщиком отношения технологического партнёрства. Готов ли производитель делиться сырыми данными испытаний? Согласен ли на поставку пробной партии с возможностью возврата, если она не покажет заявленных параметров на нашей установке? Готов ли его инженер приехать на пуск? Ответы на эти вопросы часто важнее, чем строчки в спецификации.
Возвращаясь к исходному вопросу: да, китайские производители стали серьёзными игроками на рынке катализаторов гидрирования бензола. Но этот рынок крайне неоднороден. Успех работы с ними зависит не от поиска самого дешёвого варианта, а от глубокого понимания собственных технологических требований и готовности вкладывать время в аудит, испытания и выстраивание коммуникации. Это не быстрая покупка, это инвестиция в долгосрочный ресурс. И в этом плане подход ничем не отличается от работы с европейскими или американскими вендорами — просто правила игры и начальные условия другие.